




Фрезерний верстат з ЧПУ VMC850B, вертикальний обробний центр
Характеристики продукту



1. Загальна інструкція
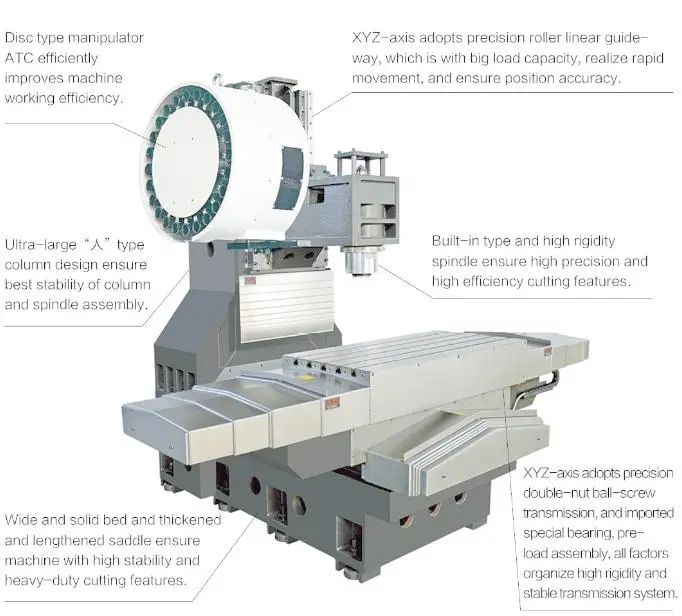
Цей верстат розроблений з вертикальним розташуванням рами. Колонна встановлена на корпусі верстата, шпиндельна коробка ковзає по колоні, формуючи рух по осі Z, сідло ковзає по корпусу верстата, формуючи рух по осі Y, робочий стіл ковзає по сідлу, формуючи рух по осі X. Три осі є лінійними напрямними з вищою швидкістю подачі та вищою точністю. Ми використовуємо високоякісний сірий чавун для корпусу верстата, колони, сідла, робочого столу та шпиндельної коробки з технологією смоляного піску та дворазовою обробкою старінням для усунення внутрішніх залишкових напружень матеріалу. Всі ці деталі оптимізовані за допомогою програмного забезпечення SolidWorks, що значно покращує жорсткість та стабільність не тільки цих деталей, але й верстата. Це також обмежує деформацію та вібрацію, спричинені різанням. Важливі деталі імпортовані від всесвітньо відомих брендів, що робить верстат більш стабільним та довговічним. Цей верстат може виконувати процеси фрезерування, свердління, розгортання, розточування, нарізання різьби та зазвичай використовується у військовій, гірничодобувній, автомобільній, прес-формовій, інструментальній та інших галузях машинобудування. Він може використовуватися для всіх видів високоточних та багатьох технологічних моделей. Це добре підходить для малого та середнього, багатоваріантного виробництва, також його можна використовувати на автоматичній виробничій лінії.
2. Система з трьома осями
Три осі мають лінійні напрямні та великий проміжок для довговічної точності. Двигуни трьох осей безпосередньо з'єднані з високоточним кульковим гвинтом за допомогою гнучкої муфти без зазору. Кожен кульковий гвинт трьох осей виготовлений з прецизійного кутового кулькового гвинта та професійних підшипників, також ми попередньо натягуємо кулькові гвинти для більшої точності. Серводвигун осі Z має функцію автоматичного гальма. У разі збою живлення гальмо двигуна може автоматично утримуватися гальмом, щоб запобігти його обертанню, що відіграє певну роль у безпеці.
3. Шпиндельний блок
Шпиндель виготовлено професійним виробником для забезпечення високої точності та жорсткості. Підшипник шпинделя виготовлений від всесвітньо відомого бренду високоточних підшипників та зібраний за умови постійної температури та відсутності пилу. Після цього всі шпинделі проходять випробування на динамічну рівновагу, щоб забезпечити термін служби та надійність. Він оснащений системою захисту від циклічного вдихання повітря низького тиску, яка вдуває повітря низького тиску у внутрішній простір шпинделя, утворюючи захисний шар повітря, щоб запобігти потраплянню пилу та охолоджувальної рідини в шпиндель. За цих умов підшипник шпинделя працюватиме в середовищі без забруднення, що захищатиме шпиндельний блок та збільшуватиме термін служби шпинделя. Швидкість шпинделя можна змінювати безступінчато в межах діапазону швидкостей шпинделя, який контролюється внутрішнім кодером двигуна для забезпечення орієнтації шпинделя та жорсткого нарізання різьби.
4. Система зміни інструментів
Стандартна місткість магазину інструментів цього верстата становить 24 зубці та встановлена на бічній колоні. Під час зміни інструменту, інструментальна пластина приводиться в дію та позиціонується за допомогою кулачкового механізму зубофрезерування двигуна. Після того, як шпиндель досягає положення зміни інструменту, ATC виконує зміну інструменту та передає інструмент у положення зміни інструменту. ATC — це кулачковий механізм зубофрезерування, який створює попередній натяг, а потім може обертатися з високою швидкістю, що забезпечує швидку та правильну зміну інструменту.
5. Система охолодження
Верстат оснащений вертикальним занурювальним охолоджувальним насосом великої продуктивності та резервуаром для води великої місткості. Швидкість охолоджувального насоса становить 2 м³/год, що забезпечує достатнє рециркуляційне охолодження. На торцевій поверхні шпиндельної коробки є охолоджувальна форсунка, яка може подавати повітряне та водяне охолодження для інструменту та заготовок. Обладнаний повітряним пістолетом для очищення верстата та заготовок.
6. Пневматична система
Пневматичний блок може фільтрувати домішки та вологу в джерелі газу, щоб уникнути пошкодження та ерозії деталей машини. Блок соленоїдного клапана керує програмою за допомогою ПЛК, щоб забезпечити швидке та правильне виконання дій інструменту для розтиску шпинделя, обдування центру шпинделя, інструменту для затиску шпинделя та подачі охолоджувального повітря шпинделя. Щоразу, коли шпиндель змінює інструмент, з центру шпинделя видувається чисте стиснене повітря, щоб очистити внутрішній отвір шпинделя та хвостовик інструменту, забезпечуючи високу жорсткість комбінації зі шпинделем та інструментом. Це подовжить термін служби шпинделя.
7. Захист машини
Ми використовуємо стандартний захисний екран для машини, який не тільки захищає від бризок охолоджувальної рідини, але й забезпечує безпеку роботи. Кожна напрямна оснащена захисним екраном, щоб запобігти потраплянню охолоджувальної рідини та ріжучої деталі у внутрішній простір, а також зменшити знос та ерозію напрямної та кулькового гвинта.
8. Система змащення
Напрямна та кульковий гвинт оснащені центральною системою змащення та об'ємним масловідділювачем у кожному вузлі, що дозволяє подавати масло у фіксованих кількостях та за певний час, забезпечуючи змащення кожної ковзної поверхні та зменшуючи виробничі витрати. Це підвищує точність та подовжує термін служби кулькового гвинта та напрямної.
9. Система конвеєра для стружки
Ми пропонуємо стандартний ручний пристрій для видалення стружки з простим керуванням. Також ви можете вибрати шнековий або шарнірний конвеєр для стружки.
| Елемент | Одиниця | VMC640L | VMC640LH | VMC850L | VMC1000L |
| Робочий стіл | |||||
| Розмір робочого столу | mm | 400×900 | 400×900 | 500×1000 | 500×1200 |
| Т-подібний паз (N×W×G) | mm | 3×18×100 | 3×18×100 | 5×18×100 | 5×18×100 |
| Подорожі | |||||
| Переміщення по осі X | mm | 640 | 640 | 850 | 1000 |
| Переміщення по осі Y | mm | 400 | 400 | 500 | 500 |
| Переміщення по осі Z | mm | 400 | 500 | 600 | 600 |
| Діапазон обробки | |||||
| Відстань від центру шпинделя до передньої частини колони | mm | 440 | 476 | 572 | 572 |
| Відстань від кінця шпинделя до робочого столу | mm | 120-520 | 120-620 | 120-720 | 120-720 |
| Розмір машини | |||||
| Д×Ш×В | mm | 2200×2100×2500 | 2200×2100×2550 | 2540×2320×2780 | 3080×2320×2780 |
| Вага машини | |||||
| Макс. навантаження на робочий стіл | kg | 350 | 350 | 500 | 600 |
| Вага машини | kg | 3900 | 4100 | 5200 | 5600 |
| Шпиндель | |||||
| Конус отвору шпинделя | БТ40 | БТ40 | БТ40 | БТ40 | |
| Потужність шпинделя | kw | 5.5 | 5.5 | 7.5/11 | 7.5/11 |
| Макс. швидкість шпинделя | об/хв | 8000/10000 | 8000/10000 | 8000/10000 | 8000/10000 |
| Подача (прямий привід) | |||||
| Макс. швидкість подачі | мм/хв | 10000 | 12000 | 12000 | 12000 |
| Швидка швидкість подачі (X/Y/Z) | м/хв | 20/20/10 | 30/30/24 | 32/32/30 | 32/32/30 |
| Кульковий гвинт (діаметр + крок) | |||||
| Кульковий гвинт по осі X | 3210 | 3212 | 4016 | 4016 | |
| Кульковий гвинт по осі Y | 3210 | 3212 | 4016 | 4016 | |
| Кульковий гвинт по осі Z | 3210 | 4012 | 4016 | 4016 | |
| Журнал інструментів | |||||
| Місткість магазину інструментів | T | 16 | 16 | 24 | 24 |
| Час зміни інструменту | s | 2.5 | 2.5 | 2.5 | 2.5 |
| Точність позиціонування (національний стандарт) | |||||
| Точність позиціонування (X/Y/Z) | mm | 0,008 | 0,008 | 0,008 | 0,008 |
| Точність повторного позиціонування (X/Y/Z) | mm | 0,005 | 0,005 | 0,005 | 0,005 |
| НІ. | Ім'я | Бренд |
| 1 | Система ЧПК | Система Seimens 808D |
| 2 | Головний двигун | Повний комплект приводу Siemens, включаючи серводвигун |
| 3 | Двигун осей X/Y/Z, драйвер | Сейменс |
| 4 | Кульковий гвинт | Hiwin або PMI (Тайвань) |
| 5 | Кульковий гвинтовий підшипник | NSK (Японія) |
| 6 | Лінійні напрямні | Hiwin або PMI (Тайвань) |
| 7 | Шпиндельний двигун | POSA/ROYAL (Тайвань) |
| 8 | Теплообмінник | Taipin/Tongfei (Спільне підприємство) |
| 9 | Основні компоненти системи змащення | Протон (спільне підприємство) |
| 10 | Основні компоненти пневматичної системи | AirTAC (Тайвань) |
| 11 | Основні компоненти електричної системи | Шнайдер (Франція) |
| 12 | Водяний насос | Китай |
Категорії продуктів
-

Радіально-свердлильний верстат з перетворенням частоти Z3...
-

Ручний токарний верстат C6240C з зазором, токарний верстат по металу з n...
-

Одностолійний плоскофрезерний верстат X4020HD
-

Токарний верстат з ЧПУ з похилою станиною CK6130S Falco з 3 осями
-

Енергозберігаючий малий настільний свердлильно-фрезерний верстат...
-

Універсальний фрезерний верстат плунжерного типу X5750